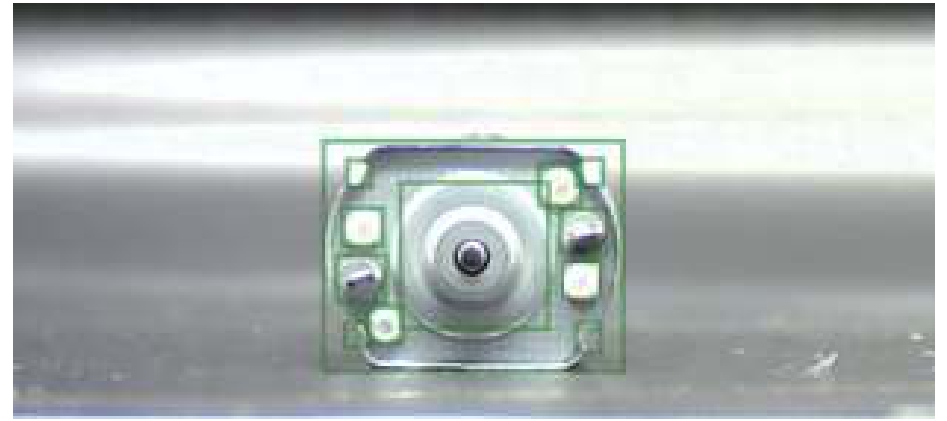
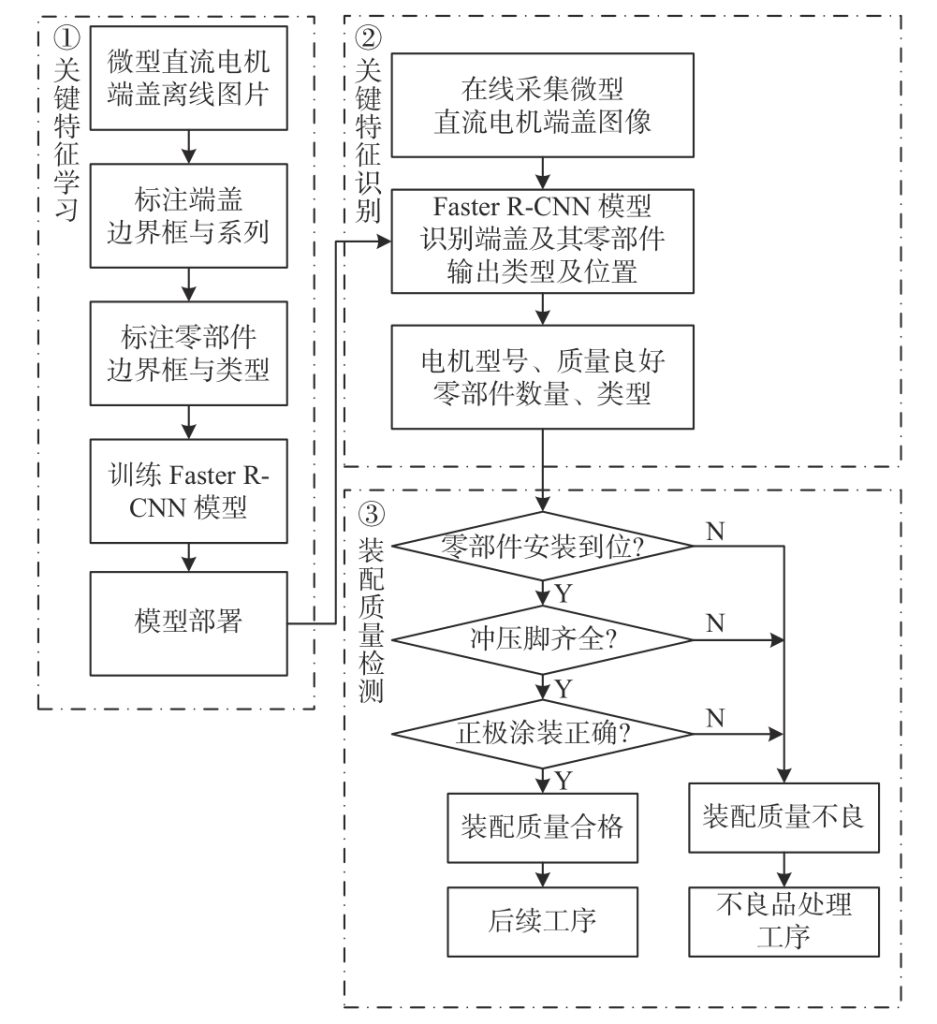
图4为微型直流电机端盖装配质量关键特征识别的Faster R-CNN模型,模型的输入是微型直流电机端盖图像,输出预测检测到实例的关键特征,设对象实例数量N,第n个实例的边界框R1-n、分数R2-n、类型标量R3-n(n=1, 2, 3,···, N)。其中:
1)预测边界框 R1-n=(u1-n,v1-n,u2-n,v2-n)、边界框左上顶点 (u1-n,v1-n)、边界框右上顶点 (u2-n,v2-n)。
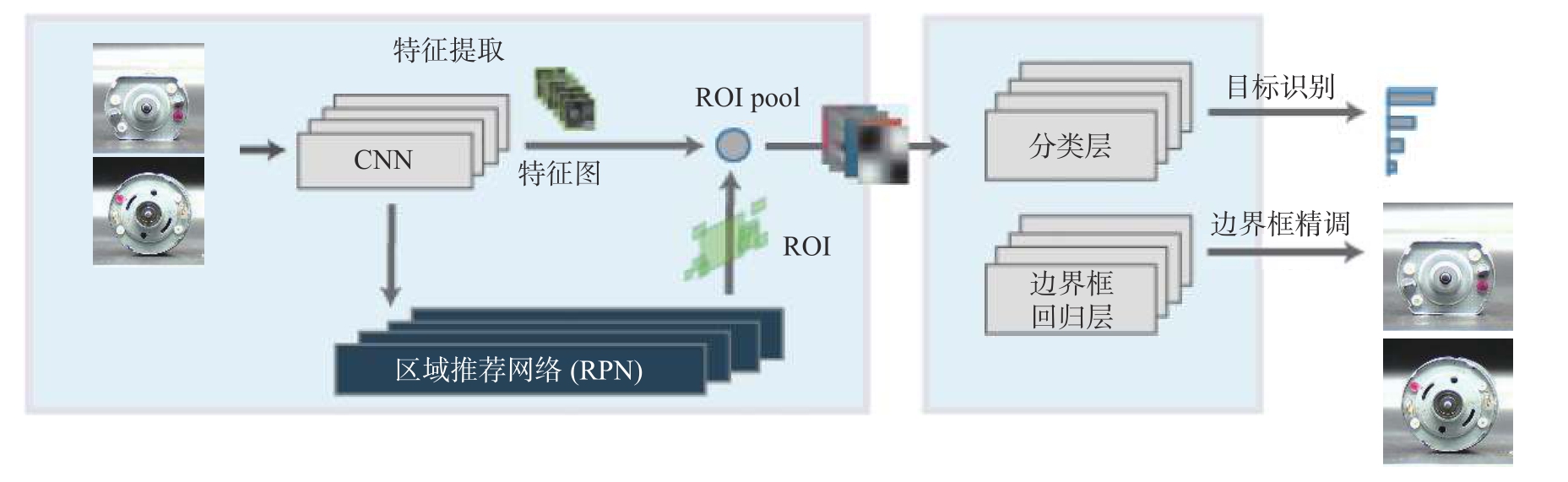
图4 微型直流电机端盖装配质量关键特征识别的Faster R-CNN模型
2)预测分数R2-n定义域为[0,1],且有![]() ,线性度佳,可直接作为置信度分数使用。
,线性度佳,可直接作为置信度分数使用。
3)预测类型R3-n是标量,值域为R3-n∈{0, 1, 2,3, 4, 5, 6},![]()
4)位置信息 P n=(up–n,vp–n)从预测边界框R2-n中计算得到:
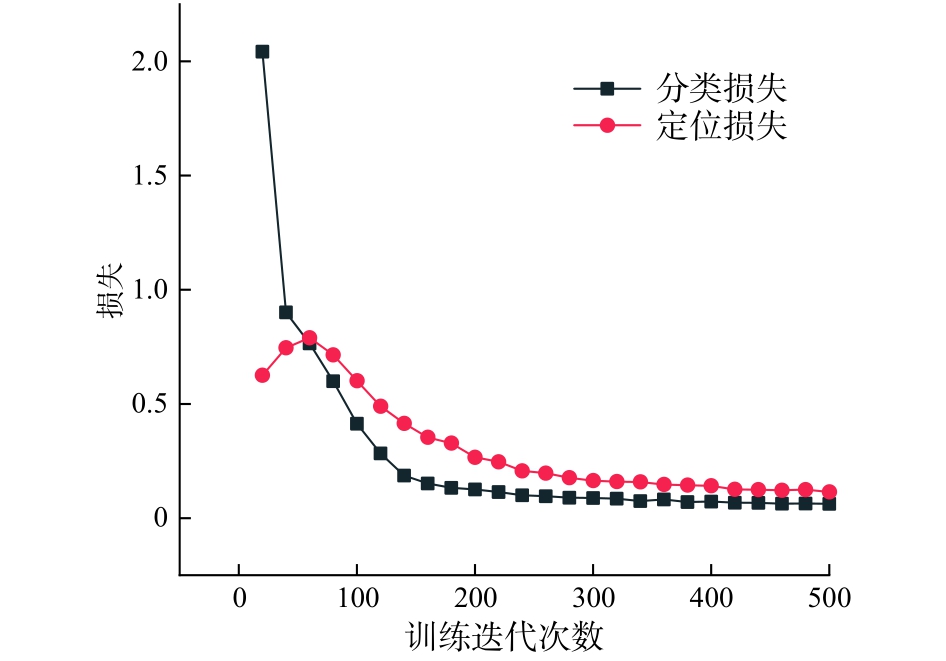
Faster R-CNN模型可通过训练,学习不同质量关键特征,系采用随机梯度下降(stochastic gradient descent, SGD)算法对Faster R-CNN模型调优,使其拟合到训练数据集上,训练采用Mini-batch策略,学习率为0.001,分批数2,结合数据量大小,迭代训练次数为500。
训练过程中,可观测分类损失loss_cls、定位损失loss_box_reg、总损失total_loss是否减小,判断Fast R-CNN、Faster R-CNN模型是否收敛;模型完成训练后,以重叠率超过50%的平均准确度AP0.5作为主要评价指标;只要AP0.5≥90%,模型满足应用需求。
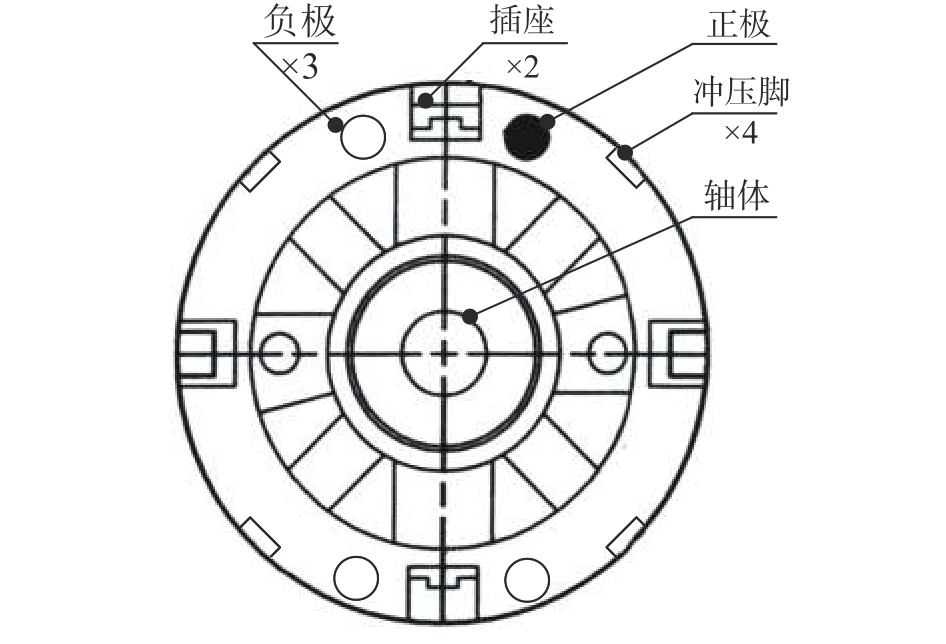
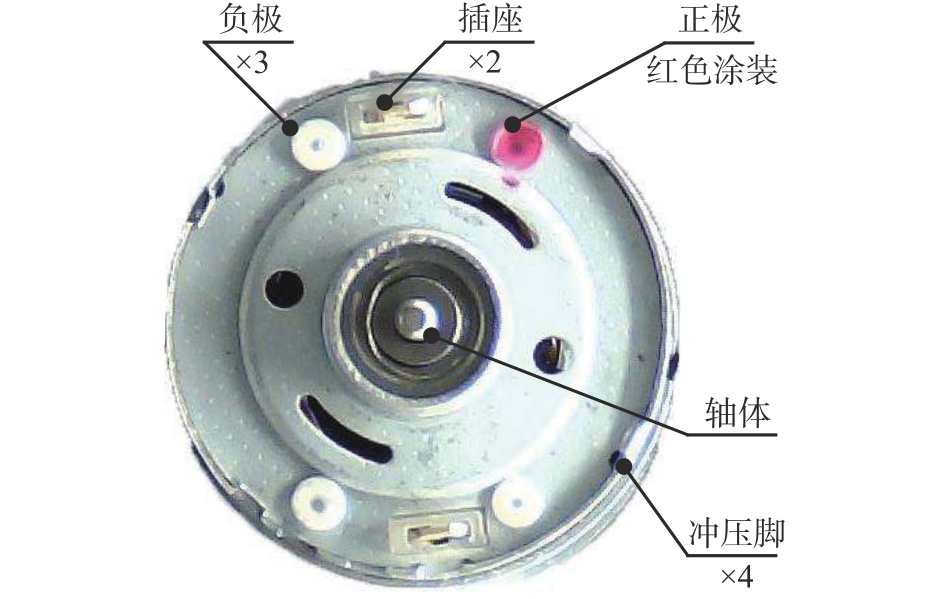
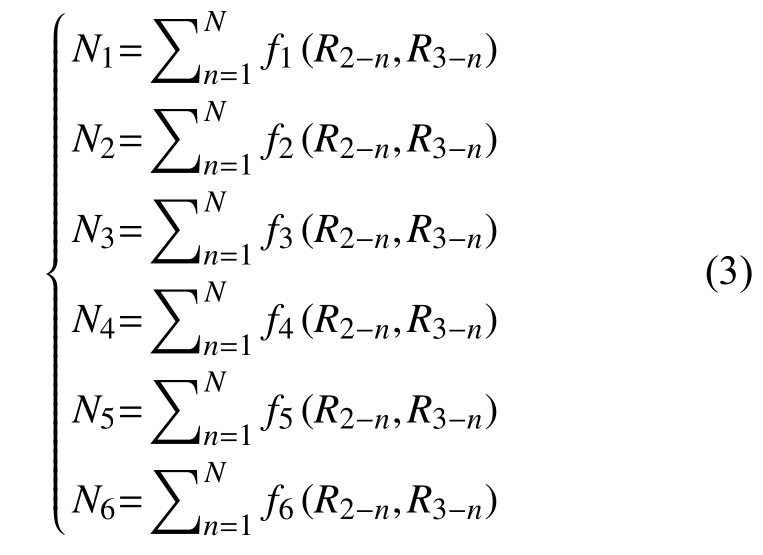
清点微型直流电机正极、负极及机壳冲压脚数量方法,具体为:设类型m判别函数fm(R2-n, R3-n):
可见,若预测类型R3-n=m,且预测分数R2-n≥0.9,则 fm(R2-n, R3-n)输出为 1;其他情况时,则fm(R2-n, R3-n)输出为0。则正极数量N1、负极数量N2、冲压脚数量N3、插座数量N4、引出线数量N5、电机轴数量N6分别为:
直接以检测出零部件数量对比装配质量要求的零部件数量,数量全部一致则为装配质量合格。