家电微型电机定子一般由2个线圈与3个铁心工件构成,其生产组装工艺为铁心—线圈—铁心—铁心—线圈。微型步进电机定子手动组装流程如图1所示,其中组装台由方向导向柱1,同轴导向柱2,基底受台3构成。导向柱1和导向柱2以轴孔方式固定于零件3中,位置取决于线圈5和铁心4工件的相关边缘尺寸。基底受台3上端部开有线圈轮廓凹槽,便于定子定位。先将铁心4组入组装台,然后依次将线圈5、铁心6、铁心6-2、线圈5-2装入,一个定子组装完成。
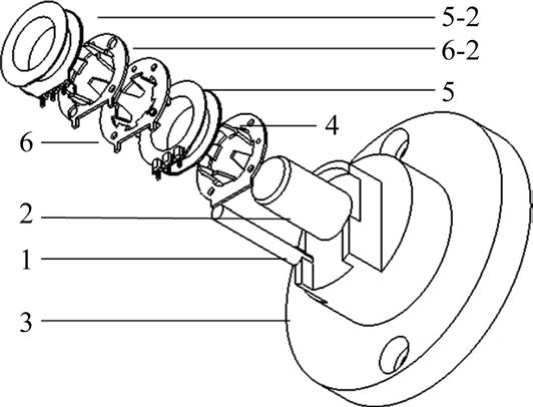
图1 定子手动组装工艺流程
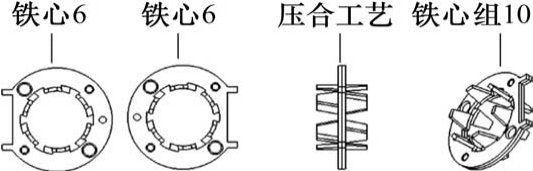
图2 铁心工艺改善
设备3D整体方案如图3所示,线圈5在外观检测人员检测外观后手动放入线圈移送装置,铁心6及铁心组10自动传送上料,工件装配模组在分割转盘转动下一组装。取料机构将组装完成的定子放入轮带,将其传送至完品定子收料桌待完品人员品质检测后放入储料盒,供应下一马达生产工程。各定子工件移送装置、装配机构与分割转盘构成一个完整的定子组组装工艺流程。
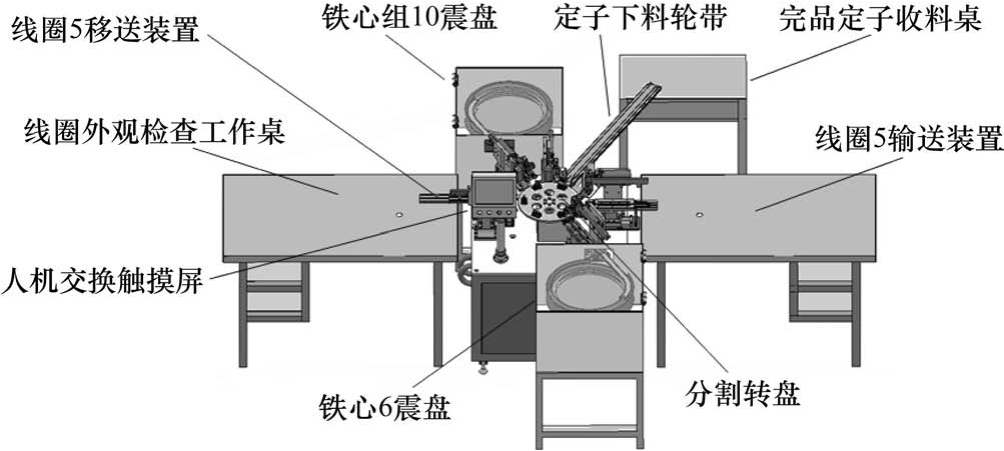
图3 自动设备设计方案
定子自动组装机主要由6个子系统组成:送料系统(铁心震盘+直震送料系统、线圈移送料系统);工件组装模组;转盘步进定位系统;下料轮带;传感器检测系统;PLC+触摸屏控制系统。
控制系统按照自动化控制系统基本理念,一台标准的自动化设备应当具备目的程序控制、手动/自动控制、产品计数、故障报警/显示、暂停/紧急停止、参数变更、信号反馈、安全保护控制等一系列自动控制要求。本设备控制采用PLC自动控制技术,通过人机交换界面进行设备可视化操作。主要控制铁心震盘+直震送料系统、线圈移送料系统、工件自动组装机构、转盘定位系统、完品下料输送轮带等的有序运行。图4所示为定子组装机系统控制框图。
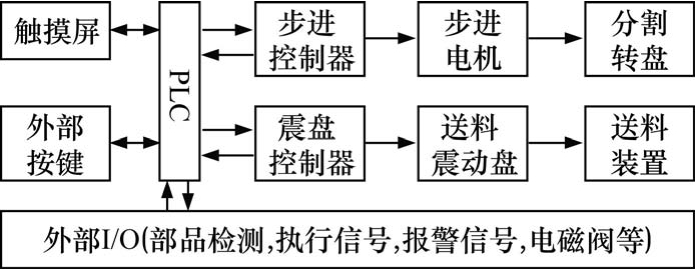
图4 控制系统架构框图
(1)定子自动组装机结合场所的占用空间、设计难度及前后工程连接等因素综合事项考虑。采用转盘式加轮带方法设计是一个较优的选择。
(2)定子由4个工件(铁心1个,铁心组1个,线圈2个)构成,铁心和铁心组使用圆形震动盘选料加直型震动装置输送。线圈是电机关键的构件,其包含漆包线绕组和铁端子焊锡工艺,漆包线镀漆部分不容有刮伤,必须人工显微镜外观检测,为确保品质,线圈输送料方式采用人工外观检测后直接放入直型震动装置送料。
(3)为了提高自动组装机的实用效率,方案设计成双通道供料及组装方法,一次转盘动作同时装入2个工件,间接地使设备效率提升100%。
(4)取料、放料方式采用气缸加滑轨驱动,装置以气缸前进、上下驱动带动取料、放料机构。
(5)机构采用独特的弹性吸附取放料构造设计。该技术由取料组件和线圈移料组件构成。取料组件由取料零件、放料套筒、套筒固定环及内置弹簧组成,取料零件取料部位利用不锈钢应力属性,采用中空式端面倒角设计,取料不用吸盘或气夹,不需检测信号,节约控制系统资源;线圈移料组件由可向夹角方向运动零件、压力弹簧、定位销等组成,夹角零件利用弹簧弹张开与线圈内径配合,径向端面圆弧倒角设计有利于取料零件中空孔随动套合移料零件,夹角运动零件在弹簧弹力作用下随动适应取料零件,在动作过程中,线圈被取料零件弹性取出。此取料过程没有气夹或吸盘,而是直接利用纯机械构件来实现柔性取料,使后续的设备维护变得更简单,如图5所示
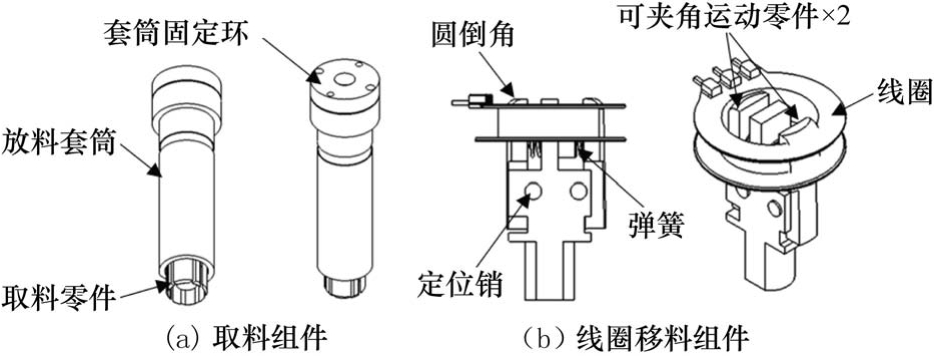
图5 弹性吸附取料、放料构造
(6)工件组装模块由4个零件、3个定位销及2个弹簧装配而成,零件30利用轴孔配合原理来定位线圈与铁心的内径,使线圈与铁心相互轴芯配合,零件30有阶梯轴和键槽孔设计,细轴与铁心配合,粗轴与线圈配合,粗轴部圆形6均分键槽孔上端进行细粗轴平滑过渡设计,阶梯轴径与线圈、铁心内径转合配合。零件36、零件32、定位销31三个组合定位线圈和铁心,定位销31位置固定,确定各零件的实际位置,零件36利用弹簧力作用可与定位销31组成径向弹性卡位。零件32采用非对称偏位设计,亦用弹簧力作用与零件30组成轴向弹性卡位。线圈5与组装模块的位置配合;铁心组10与组装模块、线圈5的位置配合;另一个线圈5反向与组装模块、第一个线圈5、铁心5的位置配合;铁心4与组装模块、线圈5、铁心组10的位置配合。其中定子组构件全部与组装模块有同轴、限位配合。此弹性卡位导向结构能自动校正定子组组件位置,保证每个定子组组件可模糊放料,准确装配。
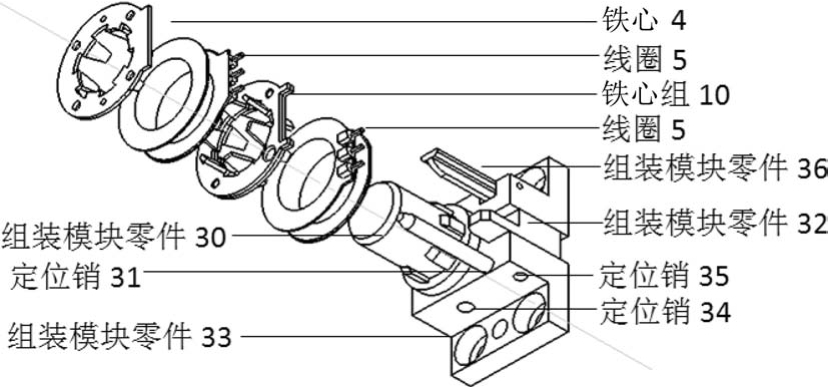
图6 定子工件自动组装模块